Share
Pin
Tweet
Send
Share
Send
Ако постоји спајање две цеви истог пречника, тада на заронима изводимо тзв. „панталоне“ - сегменти који би већином требало да имају величину три пута мању од пречника.
Испод ћемо размотрити најтежи случај у погледу сечења, када је цев за пресек нешто мањег пречника од главне, на пример, 89 мм, односно 76 мм, односно 100 мм.

Требаће
Да бисмо резали и варили уложак од две металне цеви различитог пречника, морамо имати:
- надуви цеви двају различитих пречника;
- брусилица са точкићем за резање и брушење;
- маркер
- владар, квадрат;
- машина за заваривање;
- чекићем.
Алгоритам уметања округле цијеви
Користићемо широко коришћену технологију везања за крагну када је руб урезног окомитог на округлу цев формиран у односу на главну цев. Придржаћемо се следећег редоследа, примењујући ову методу.
Исечимо цев под правим углом.

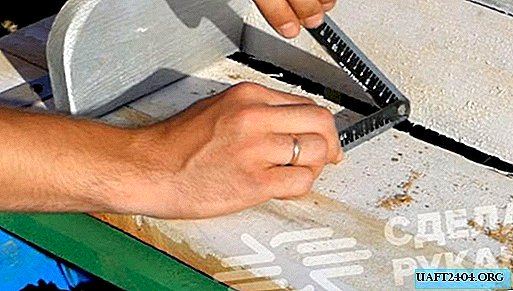
Означавамо четири тачке на којима су тачке пресека два међусобно окомита пречника и краја цеви. Ако се све правилно изврши, онда су ове тачке распоређене равномерно у круг до 90 степени.


Постављамо цев са обележеним крајем на бочну површину главног и помоћу металног равнала или траке измеримо највећи размак између предње стране првог и другог генератора. У нашем случају испоставило се да износи 30 мм.
Из две супротне тачке на крајевима лежимо дуж генератрије од 30 мм. На бочној површини цеви цртамо маркер са две глатке линије које излазе из једне суседне тачке на крају, у супротним смеровима, тако да пролазе кроз доње ознаке и конвертују се у другој тачки на крају.
Према ознаци, брусилицом са резним диском изрежите фрагменте у облику два идентична заобљена сегмента. Изрезали смо коврчаве резове на крају цеви како не би дошло до налета или избочина.

Испробавамо цев на месту и, ако се нађе недовољно улегнуће, исправљамо та места брусилицом и постижемо тачнију подударност површина цеви.

Преносимо спољну контуру заварене цеви на бочну површину главног са маркером. Унутар добијене затворене линије изграђујемо конгруентну линију, одлазећи од спољашње по дебљини стијенке цеви. На новој линији ћемо произвести рез.

Помоћу брусилице изрежите круг у цеви у складу са ознаком и обрадите ивице како бисте уклонили насипе и заоблили ивице за заваривање.

Пре него што започнемо заваривање квадратом, проверимо правокутност цеви. Угао између генератора треба да буде 90 степени. Пећнице радимо на два или три места.

Заваривање започињемо од доње тачке контакта и вршимо у два пролаза филаментним шавом: кореном и окренутим. На овај начин осигураћемо најбољи квалитет завареног споја.
При заваривању је важно одабрати праву јачину струје, која зависи од квалитета испоручене електричне енергије и, посебно, напона. Обично говоримо о 70-80 А. Кухамо с три милиметарском електродом УОНИ-13-55, покушавајући да обезбедимо да шљака не падне у метал.
Прошавши од доње тачке до горње, заустављамо се и чекићем тучемо шљаку. Откривени недостаци су некритични, јер се могу отклонити у другом пролазу.
На исти начин заваримо и другу половину споја површина цеви. Након тога, прво обрадите први шав, уклоните велике токове и шљаку.

Почињемо наметати предњи шав с доње стране, држећи електроду под углом од 45 степени, и премештајући је попречно према првом шаву, или "јагодици". Затим кухамо шав, држећи електроду готово окомито на површини, и завршавамо прву половину, постављајући поново електроду на 45 степени и вршимо кружне покрете.
Почињемо да намештамо предњу шав такође од доње тачке и доносимо је до врха, након чега чекићем из шава одбијемо шљаку.
На исти начин кувамо предњу шав у другој половини контакта цеви. Како се померате према горе, успоравамо брзину заваривања тако да је шав свуда исти.
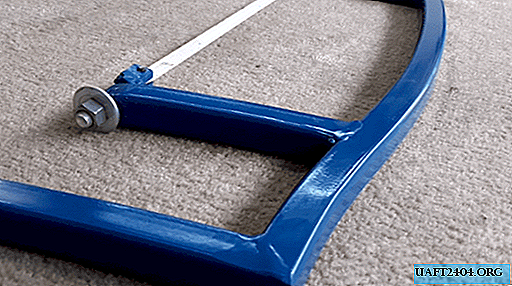
Такође одбијемо шљаку и брусилицом очистимо шав. Резултат је уредан и поуздан шав за заваривање.
Share
Pin
Tweet
Send
Share
Send