Share
Pin
Tweet
Send
Share
Send
Штавише, није важно за који медиј је предвиђен цевовод: за воду, гас, канализацију или друге сврхе, као ни њихов пречник: може бити мали, средњи или веома велики.

Да бисте радили у овом случају, потребне су вам само пластичне цеви, спојнице, цев специјалног лепка и почетне вештине за руковање производима од овог материјала.
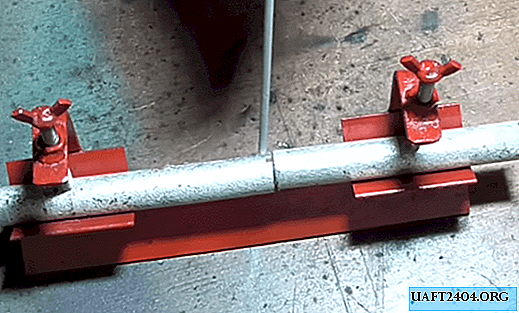
Спајање пластичних цеви са спојницама
Рад се изводи у следећем редоследу:
1. Крајеви цеви које се спајају сече се окомито на ос производа, а са њих се уклања малена преграда, тако да на завршној монтажи крајеви цеви не огребају нанесени лепак са унутрашње стијенке спојнице.

2. Цеви за спајање убацују се у спојницу са две стране све док не додирују крајеве отприлике на средини прикључног производа и на њих се поставе ознаке, које означавају дубину улаза цеви у спојницу.
3. Површина цеви од краја до ознаке прекривена је специјалним лепком, који такође има својства заптивања. Такође му треба подмазати унутрашњу површину спојнице.
4. Затим се цеви пресвучене лепком поново убацују у чахуру док се не зауставе једна против друге и окрећу се за 90 степени у супротним смеровима како би се равномерније распоредио лепљиви састав на повезане површине.

5. Склоп састављен на лепак мора се оставити сам за време одређено у упутствима за употребу лепила. Обично је то 10-15 минута. Боље је да се цевовод користи 24 сата након завршетка радова повезивања.
Спајање пластичних цеви без спојница
У овом случају се на једној од цеви за спајање мора направити звоно (топлотни пиштољ) за омекшавање пластике, а други цев да би се формирао експанзија.
Процес се изводи следећим редоследом:

1. Завршни део једне од цеви које се спаја се равномерно загреје грађевинским сушилом за косу у дужини од око пречника цеви. У овом случају је потребно периодично надгледати степен омекшавања пластике тако да она, с једне стране, није крута, с друге стране да се не растопи и не капље.

2. Када се постигне оптимална дуктилност, док се наставља одржавање овог стања помоћу топлотног пиштоља, друга цев се убацује у прву и, ротирајући се под углом и уздужно се крећући углавном унутар грејне цеви, настаје звоно. Када дужина утичнице достигне приближно пречник цеви, топлотни пиштољ може бити искључен.

3. Док се грејна цев још није охладила, закретањем друге цеви у једном и другом смеру и применом уздужне силе углавном према унутра, потребно је наставити са формирањем утичнице док се пластика потпуно не охлади.


4. Затим се цијев за формирање звона извлачи. Његов улазни део и унутрашња површина утичнице су одмашћени, подмазани бртвеним лепком и поново састављени.

Такав интегрални спој, ако је квалитативно изведен, нарочито у погледу посматрања температурног режима грејања, ни на који начин није инфериорнији од спајања цеви помоћу посебних спојница.
Share
Pin
Tweet
Send
Share
Send